
علبة تروس زيادة سرعة مكبس القش EP01-672 - 50 حصان، بنسبتي تروس 1.92:1 و 1.47:1

★ زيادة السرعة، لا تقليلها — يوفر محرك EP01-672 سرعة دوران تتراوح بين 794 و1037 دورة في الدقيقة من مدخل PTO بسرعة 540 دورة في الدقيقة، لمحركات مكابس القش التي تحتاج إلى سرعة أعلى من سرعة PTO
جميع علب تروس مكابس التبن الأخرى في مجموعة EP — EP-40002 و EP-BGB8 — يبطئ مدخل PTO أو يمرره دون تغيير. EP01-672 بل على العكس: فهو يزيد السرعة. نسبة 1.92:1 (M6.5، 23/12 سنًا) يقوم هذا الجهاز بضرب سرعة الإدخال البالغة 540 دورة في الدقيقة إلى سرعة إخراج تبلغ حوالي 1037 دورة في الدقيقة. عند نسبة 1.47:1 (M5.65، 22/15 سنًا) يُنتج سرعة دوران تبلغ حوالي 794 دورة في الدقيقة - أي 471 دورة في الدقيقة فوق سرعة عمود إدارة الطاقة. هذه الزيادة في السرعة ضرورية في أنظمة تشغيل مكابس التبن حيث صُمم دوار حجرة التبن، أو آلية لف الشبكة، أو عمود إدارة شد الحزام للعمل بسرعة أعلى من سرعة عمود إدارة الطاقة. سعة 50 حصانًا. مدخل Z6 مقاس 1 3/8 بوصة, مخرج المحور البصري, هيكل مربع صغير الحجم 101×101 مم، 18.5 كجم. تقوم شركة Korea Ever-Power بتوريد EP01-672 إلى مصنعي آلات التعبئة الأصلية ومتخصصي إصلاح الآلات الزراعية في جميع أنحاء كوريا الجنوبية واليابان وجنوب شرق آسيا.
لماذا تحتاج آلة تجميع القش إلى مُسرِّع سرعة؟ - دور EP01-672 في سلسلة نقل الحركة
EP01-672 · 50 حصان · 1.92:1 و 1.47:1 · 18.5 كجم · 101×101 مم
تستخدم معظم الأدوات الزراعية نظام السرعة-تقليل علبة تروس لخفض سرعة عمود إدارة الطاقة (PTO) إلى سرعة أقل مع عزم دوران أعلى - تحتاج المحاريث الدوارة إلى 180 دورة في الدقيقة من مدخل 540 دورة في الدقيقة، بينما تحتاج غرف مكابس التبن الدائرية إلى 130-170 دورة في الدقيقة من 540 دورة في الدقيقة. هذه هي التطبيقات التي تخدمها علب تروس المحاريث من سلسلة EP-40002 وEP.
لكن بعض الآليات في تصميمات مكابس التجميع تعمل بسرعات دوران أعلى من تلك التي يوفرها عمود إدارة الطاقة في الجرار. ثلاثة أنظمة فرعية في مكابس التجميع تتطلب عادةً مدخلات سرعة أعلى من سرعة عمود إدارة الطاقة:
- محركات شد الحزام: في مكابس التبن الدائرية ذات الحجرة المتغيرة وبعض التصاميم ذات الحجرة الثابتة، يُحافظ على شدّ الحزام بواسطة بكرة دافعة تبلغ سرعتها الدورانية المثلى أكثر من 540 دورة في الدقيقة لسرعات الحزام وأقطاره المستخدمة. يقع جهاز EP01-672 بين مدخل PTO الرئيسي وهذه البكرة الدافعة، حيث يرفع السرعة إلى متطلبات التصميم.
- آليات لف الشبكة أو الخيوط: تستخدم أنظمة التغليف الشبكي والخيطي في مكابس التبن الدائرية متوسطة الحجم بكرات تغذية وقواطع تعمل بكفاءة عالية عند سرعة دوران تتراوح بين 700 و1100 دورة في الدقيقة، وهو نطاق سرعة لا يمكن لمحرك نقل الحركة الوصول إليه دون علبة تروس رفع السرعة. وتغطي نسبتا 1.47:1 (794 دورة في الدقيقة) و1.92:1 (1037 دورة في الدقيقة) في جهاز EP01-672 متطلبات السرعة الأكثر شيوعًا لآلية التغليف.
- محركات ثانوية ذات عمود متقاطع: في مكابس التبن التي تعمل فيها حجرة التبن الرئيسية بسرعة منخفضة من علبة تروس واحدة، قد يحتاج محرك عمود متقاطع ثانوي للأنظمة المساعدة (بكرة الالتقاط، وشوكات الحشو، ومثاقب النقل) إلى العمل بسرعة أكبر. يعمل معزز السرعة في مسار المحرك الثانوي هذا على رفع سرعة تشغيل الأنظمة المساعدة إلى السرعة الصحيحة من نفس مدخل PTO الذي يشغل الحجرة الرئيسية.
علبة التروس EP01-672 هي الخيار الأمثل لهذه الحالات. بفضل مقطعها العرضي المربع الصغير (101×101 مم) ووزنها البالغ 18.5 كجم، يمكن تركيبها ضمن المساحة المحدودة لإطار مكبس التبن حيث لا تتسع علبة تروس أكبر حجمًا - بجوار آلية التغليف، أو داخل غطاء محرك الحزام، أو بجانب محرك عمود عرضي ثانوي. يتصل خرج المحور البصري مباشرةً بعمود الآلية عبر وصلة ذات تجويف عادي دون الحاجة إلى وصلة مسننة أو مخروطية كما هو الحال في أنواع الخرج الأخرى.
فرق هام - زيادة السرعة مقابل خفض السرعة: EP01-672 هو جهاز سريع-زيادة علبة التروس - يدور عمود الإخراج أسرع من عمود الإدخال. إنها ليست مُخفِّض سرعة. يُعدّ كلٌّ من EP-40002 وEP-BGB8 مُخفِّضَي سرعة. إنّ تحديد مُعزِّز سرعة حيث يلزم مُخفِّض سرعة - أو العكس - يُعدّ خطأً في التصميم لا يُمكن تصحيحه بأي تعديلات أخرى. تأكّد من سرعة الإخراج المطلوبة لآليتك قبل اختيار EP01-672.
المواصفات الفنية - تكوينات النسبة
يستخدم كلا التصميمين نفس الهيكل المربع الصغير ومحور الإخراج البصري. يُستخدم الموديول 6.5 لنسبة زيادة السرعة الأعلى (1.92:1) حيث يتحمل ترس التدوير (12 سنًا) تردد تلامس أعلى ويحتاج إلى مقطع عرضي أكبر للأسنان في الموديول M6.5 للحفاظ على قوة انحناء كافية. أما النسبة الأقل (1.47:1) فتستخدم الموديول M5.65، وهو موديول أصغر مناسب لتردد التلامس المنخفض عند سرعة خرج أقل، وبالتالي أحمال الانحناء المنخفضة على الترس المُدار ذي 15 سنًا. كلا الموديولين قيم غير قياسية، تم حسابها خصيصًا لهذه النسب والأحمال المحددة ضمن قيود الهيكل البالغ 101 مم.
| المعلمة | التكوين أ - سرعة عالية | الإعداد ب - سرعة متوسطة |
|---|---|---|
| نسبة السرعة | 1.92 : 1 (زيادة السرعة) | 1.47 : 1 (زيادة السرعة) |
| عدد الأسنان | 23 / 12 (قيادة / مدفوع) | 22 / 15 (قيادة / مدفوع) |
| وحدة التروس | 6.5 | 5.65 |
| القدرة المقدرة | 50 حصان | 50 حصان |
| سرعة الإدخال المقدرة | 540 دورة في الدقيقة - كلا التكوينين | |
| سرعة عمود الإخراج | ≈ 1037 دورة في الدقيقة | ≈ 794 دورة في الدقيقة |
| عمود الإدخال | شريحة Z6 مقاس 1 3/8 بوصة (معيار ISO 500) | |
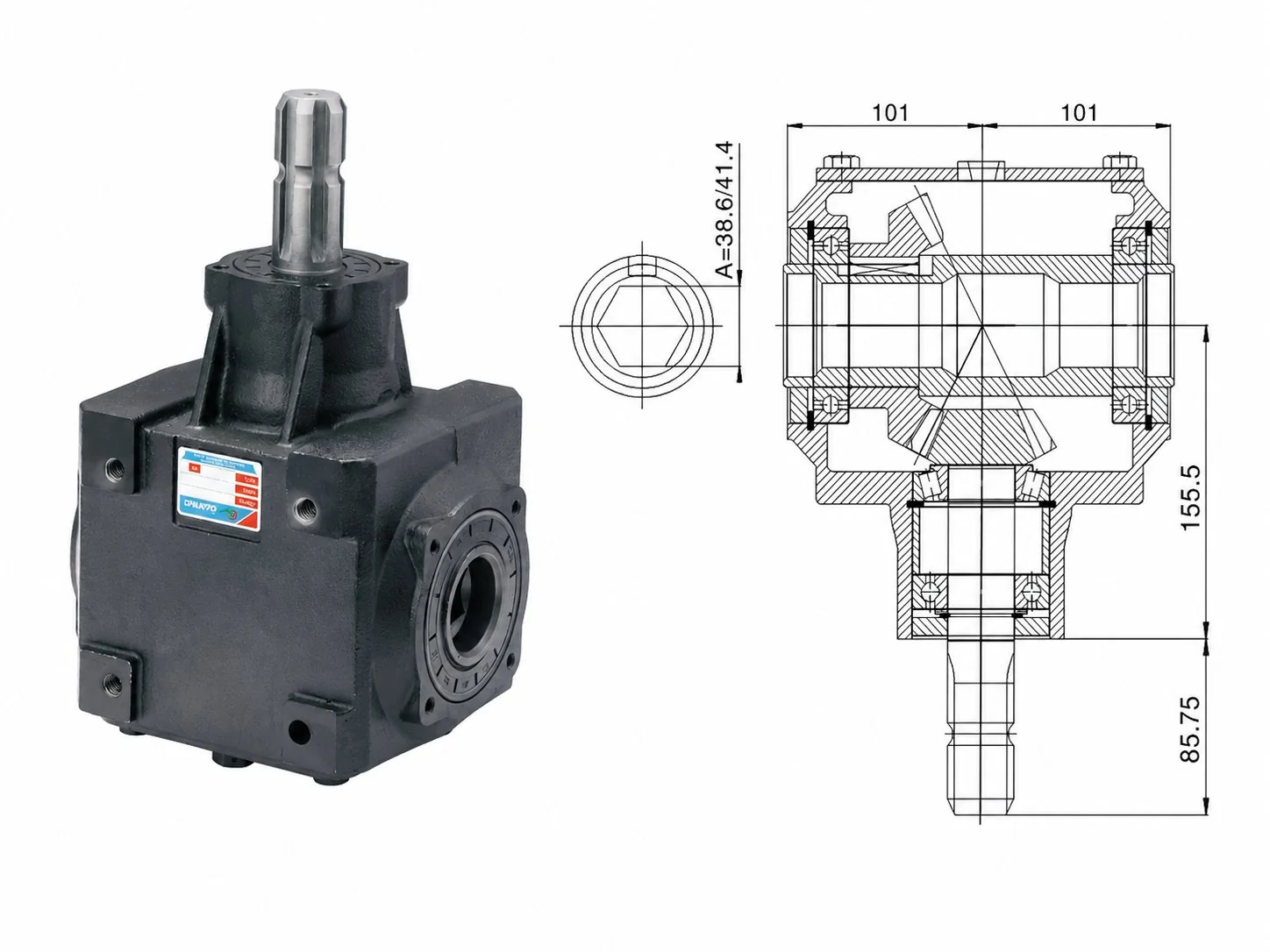
| عمود الإخراج | المحور البصري - قطر الجزء السفلي 85.75 مم | |
| مقطع عرضي للإسكان | مربع 101 × 101 مم | |
| الارتفاع الكلي | 155.5 ملم | |
| مواد الإسكان | حديد الزهر العقدي GGG50 | |
| الوزن الصافي | 18.5 كجم | |

مقطع عرضي مربع 101×101 مم · ارتفاع 155.5 مم · قطر المخرج 85.75 مم
يُعدّ المقطع العرضي المربع 101×101 مم أحد أكثر أشكال الهياكل كفاءةً في استغلال المساحة ضمن سلسلة EP. يُتيح هذا الشكل المربع - كما هو موضح في الرسم الهندسي - إمكانية تركيب EP01-672 على إطار مسطح مع بروز متساوٍ على جانبي محور العمود، مما يوفر سطح تثبيت ثابتًا ببرغيين يقاوم عزم الدوران الناتج عن تعشيق التروس المخروطية لزيادة السرعة. أما وصلة الإخراج بقطر 85.75 مم فهي عمود دائري بسيط مصمم للتوصيل بعمود الآلية عبر وصلة قياسية ذات تجويف ومفتاح - شائعة في أنظمة القيادة المساعدة لآلات التجميع حيث تكون الوصلة قطعة جاهزة وليست مُصممة خصيصًا.
يُتيح الارتفاع البالغ 155.5 مم تركيب مجموعة التروس المخروطية عند نقطة التقاء عمود الإدخال Z6 (الداخل من الجانب) مع عمود الإخراج للمحور البصري (الخارج عموديًا من أعلى الهيكل) بزاوية 90 درجة. يضع هذا الترتيب عمود الإخراج مباشرةً فوق الآلية التي يُشغلها، وهو الشكل الهندسي الأكثر شيوعًا في أنظمة تشغيل مكابس القش المدمجة، حيث يكون عمود الآلية عموديًا بينما يصل عمود نقل الحركة العرضي أفقيًا. يسمح الوزن الصغير البالغ 18.5 كجم بدعم هذا الترتيب بواسطة إطار مكبس القش دون الحاجة إلى دعامات إضافية على جانب عمود الإخراج.
1.92:1 مقابل 1.47:1 — مطابقة سرعة الإخراج مع متطلبات الآلية
كلا التكوينين يزيدان السرعة فوق سرعة إدخال PTO. ويتم تحديد الاختيار بناءً على سرعة تصميم الآلية - أي عدد الدورات في الدقيقة التي يعمل عندها محرك الحزام أو بكرة تغذية اللف أو العمود المساعد بشكل صحيح:
قياس السرعة المطلوبة لآليتك: مع تثبيت مكبس القش وإمكانية الوصول إلى عمود إدخال الآلية، قم بتركيب علامة عداد دورات عاكسة وقم بقياس عدد الدورات في الدقيقة أثناء التشغيل عند سرعة PTO المقدرة. هذه هي سرعة الخرج التي يجب أن يوفرها صندوق التروس البديل. إذا كانت السرعة المقاسة تتراوح بين 950 و1100 دورة في الدقيقة، فاطلب التكوين أ. إذا كانت تتراوح بين 720 و870 دورة في الدقيقة، فاطلب التكوين ب. إذا كانت السرعة خارج النطاقين بشكل ملحوظ، فاتصل بشركة Korea Ever-Power - يمكننا تقديم المشورة لك بشأن ما إذا كان EP01-672 يلبي متطلباتك أو ما إذا كان ينبغي تحديد نسبة مختلفة.
ثلاثة أنواع من علب تروس مكابس التبن الكهربائية - اختيار النوع المناسب
تُوفر شركة Korea Ever-Power حاليًا ثلاثة صناديق تروس لآلات التجميع، تغطي وظائف تشغيل مختلفة. إن فهم مكان تركيب كل منها يمنع حدوث أخطاء المواصفات الأكثر شيوعًا في تصميم وإصلاح أنظمة تشغيل آلات التجميع.
| عامل | EP-BGB8 | EP01-672 ← هذا المنتج | EP-40002 |
|---|---|---|---|
| وظيفة السرعة | مساوي / زيادة | زيادة فقط | قم بالتقليل فقط |
| النسب | 1:1 / 1:1.67 | 1.92:1 / 1.47:1 | 3.2:1 / 3.77:1 / 4.17:1 |
| سرعة الخرج (عند 540 دورة في الدقيقة) | 540 / 902 دورة في الدقيقة | 794 / 1037 دورة في الدقيقة | 129-169 دورة في الدقيقة |
| القدرة المقدرة | 30 حصان | 50 حصان | 85 حصان |
| واجهة الإخراج | منحنى Z6 | المحور البصري (Φ85.75 مم) | شفة دائرية |
| وزن | 18 كجم | 18.5 كجم | 111 كجم |
| دور المحرك الأساسي | محرك PTO الرئيسي لآلة تجميع القش الصغيرة | محرك النظام الفرعي المساعد للبالة (اللفافة، الحزام، العمود الثانوي) | محرك غرفة التجميع الرئيسية لآلة تجميع البالات التجارية الكبيرة |
يحتل صندوق التروس EP01-672 مكانةً فريدةً ضمن هذه المجموعة، فهو صندوق التروس الوحيد في مكابس التبن من سلسلة EP الذي يخدم في المقام الأول نظامًا فرعيًا بدلًا من حجرة التبن الرئيسية. ويمكن لمكبس التبن الواحد استخدام كلٍ من EP01-672 (للنظام الفرعي للتغليف أو الحزام) وEP-BGB8 أو EP-40002 (للحجرة الرئيسية) في آنٍ واحد.
هندسة زيادة السرعة - عزم الدوران، والقوة، ولماذا M6.5 بنسبة أعلى
تُعدّ مُعززات السرعة أقل شيوعًا في تحديد المواصفات مقارنةً بمُخفّضات السرعة، وتستحق العلاقات الميكانيكية في مُعزز السرعة شرحًا واضحًا لدعم التحديد والتركيب الصحيحين:
عزم الدوران الناتج أقل من عزم الدوران المدخل
في مُضاعِف السرعة، يكون عزم الدوران الناتج مساويًا لعزم الدوران المُدخَل ÷ النسبة. عند نسبة 1.92:1، يُساوي عزم الدوران الناتج حوالي 52% من عزم الدوران المُدخَل. وعند نسبة 1.47:1، يُساوي حوالي 68%. لهذا السبب، تُناسب مُضاعِفات السرعة الآليات ذات متطلبات عزم الدوران المنخفضة (مثل بكرات التغليف، ومحركات السيور، والناقلات الثانوية) - وليست مناسبة لمحركات حجرة التجميع الرئيسية التي تتطلب عزم دوران عالٍ عند سرعة منخفضة. إن تحديد EP01-672 لحجرة تجميع رئيسية تتطلب عزم دوران ناتج عالٍ سيؤدي إلى توقف الآلية تحت الحمل لأن عزم الدوران المُتاح عند الخرج غير كافٍ.
تبقى القدرة المقدرة 50 حصانًا
القدرة (كيلوواط) = عزم الدوران × السرعة الزاوية. في مُضاعِف السرعة، يعني انخفاض عزم الدوران الناتج وارتفاع سرعة الدوران الناتج ثبات القدرة عبر علبة التروس (مع انخفاض طفيف في الكفاءة). ينطبق تصنيف 50 حصانًا لـ EP01-672 على عمود الإخراج في كلا نسبتي التروس - فالقدرة المتاحة عند الآلية هي 50 حصانًا بغض النظر عن النسبة المختارة. يكمن التوازن في عزم الدوران مقابل السرعة: فزيادة السرعة تعني انخفاض عزم الدوران عند نفس مستوى القدرة.
لماذا M6.5 بنسبة أعلى
عند نسبة 1.92:1، يدور الترس المُدار (12 سنًا) بسرعة 1037 دورة في الدقيقة، أي بمعدل 12444 مرة تلامس بين الأسنان في الدقيقة الواحدة. يتطلب هذا التردد العالي للتلامس، بالإضافة إلى حمل الإدخال البالغ 50 حصانًا (الذي يُسبب إجهاد انحناء الأسنان على جانب الإدخال)، استخدام معامل M6.5 للحفاظ على مقطع جذر السن وصلابة سطحه ضمن هامش الأمان ضد الإجهاد. أما الترس المُدار في التكوين بنسبة 1.47:1 (15 سنًا بسرعة 794 دورة في الدقيقة)، فيتميز بتردد تلامس أقل (11910 مرة في الدقيقة)، ويستفيد من معامل M5.65 أقل قليلًا، والذي تم حسابه خصيصًا لهذا التكوين.
درجة حرارة الزيت عند السرعة العالية
تُنتج مُعززات السرعة حرارةً أكبر في وحدة الزمن مقارنةً بمُخفضات السرعة عند نفس مستوى الطاقة، لأن سرعة تعشيق التروس الأعلى تُولّد طاقة احتكاك أكبر في الثانية الواحدة داخل طبقة الزيت. يتميز هيكل EP01-672 المُدمج، الذي يزن 18.5 كجم، بحجم حوض زيت صغير نسبيًا. عند التشغيل المُستمر في درجات حرارة مُحيطة عالية - وهو أمر شائع في عمليات كبس التبن الصيفية في كوريا وجنوب شرق آسيا - تحقق من درجة حرارة سطح الهيكل بعد 100 ساعة: إذا كانت أعلى من 75 درجة مئوية، قلل فترة تغيير الزيت إلى 150 ساعة، وفكّر في استخدام زيت تروس ذي لزوجة أعلى من نوع SAE 140 أو 80W-140 لتحسين قوة طبقة الزيت عند درجات الحرارة المرتفعة.
جودة البناء
مساكن سكوير جي جي جي 50
يُوفر المقطع العرضي المربع بقياس 101×101 مم سُمكًا متساويًا للجدران على جميع جوانب الغلاف الأربعة، وهو تصميم متناظر يُوزّع أحمال رد فعل عزم الدوران الناتجة عن تعشيق التروس المخروطية بالتساوي حول محيط الغلاف. يحافظ حديد الزهر العقدي GGG50 على ثبات الأبعاد تحت تأثير عزم الالتواء وعزوم الانحناء الناتجة عن تشغيل زيادة السرعة بقدرة 50 حصانًا، حيث يجب أن يقاوم الغلاف كلاً من عزم رد فعل تعشيق التروس وعزوم الدوران الناتجة عن أحمال محامل عمود الإخراج عالي السرعة.
تروس وحدات غير قياسية
القيمتان M6.5 وM5.65 هما قيمتان غير قياسيتين، تم حسابهما خصيصًا لنسبتهما المحددة وظروف التحميل ضمن قيود الهيكل البالغ قطره 101 مم، وهما متطابقتان في فلسفة التصميم مع القيمتين M4.23 في EP-68° وM4.35 في EP-9.311. خضعت مجموعتا التروس لعملية كربنة بعمق يتراوح بين 0.8 و1.2 مم، ثم تم تقويتهما بالتبريد السريع إلى صلابة تتراوح بين 58 و62 HRC، وهي نفس المواصفات المستخدمة في سلسلة EP. حظي الترس المُدار (عدد أسنان أقل، وسرعة دوران أعلى) باهتمام خاص في عملية التقسية، لأن تردد التلامس العالي يُركز إجهاد التلامس التراكمي على عدد أقل من أزواج الأسنان مقارنةً بترتيب مُخفض السرعة.
محمل إخراج عالي السرعة
يعمل محمل عمود الإخراج بسرعة دوران تتراوح بين 794 و1037 دورة في الدقيقة، وهي سرعة أعلى بكثير من محامل عمود الإخراج في علب تروس تخفيض السرعة EP. يستخدم طراز EP01-672 محامل كروية ذات تلامس زاوي عند موضع الإخراج، وهو النوع الأمثل من المحامل للأحمال الشعاعية والمحورية مجتمعة عند سرعات الإخراج العالية، حيث تولد محامل الأسطوانات المخروطية حرارة زائدة نتيجة الاحتكاك الدوراني عند هذه السرعات. يتم التحقق من التحميل المسبق للمحمل أثناء اختبار التحميل للتأكد من عدم وجود نقص في التحميل المسبق (مما يسمح بتذبذب العمود) أو زيادة فيه (مما يسبب ارتفاع درجة الحرارة) عند سرعة الإخراج المطلوبة.
اختبار التحميل عند سرعة الإخراج
يتم اختبار كل وحدة EP01-672 تحت الحمل المقنن الكامل البالغ 50 حصانًا عند سرعة الخرج المطلوبة - 1037 دورة في الدقيقة للتكوين A، و794 دورة في الدقيقة للتكوين B. بالنسبة لوحدة زيادة السرعة، يعني هذا أن منصة الاختبار يجب أن تتحمل كامل طاقة الخرج عند سرعة العمود الأعلى، وليس عند سرعة أقل مناسبة. يؤكد الاختبار درجة حرارة المحمل عند سرعة التشغيل الفعلية (وهو أمر بالغ الأهمية لمحمل الخرج عالي السرعة)، وخصائص ضوضاء التروس عند تردد الخرج، وسلامة مانع التسرب الزيتي تحت قوى الطرد المركزي العالية عند سرعة الخرج.
أين يُستخدم EP01-672
📦 أنظمة التغليف بالشبكة والخيوط — مكابس بالات دائرية متوسطة الحجم
تُعدّ آليات لفّ الشبكة والخيوط في مكابس التبن الدائرية متوسطة الحجم (قطر البالة من 0.9 إلى 1.2 متر) من أكثر المكونات حساسيةً للسرعة في نظام تشغيل المكبس. يجب أن تحافظ بكرة تغذية الشبكة على سرعة سطح ثابتة لنشر الشبكة بمعدل مُتحكّم به حول البالة؛ فإذا كانت السرعة بطيئة جدًا، ستلتف الشبكة بشكل غير منتظم، وإذا كانت سريعة جدًا، سيزداد الشدّ خارج نطاق التشغيل الآمن للآلية. تتطلب معظم تصميمات لفّ الشبكة لهذا النوع من البالات سرعة دوران للبكرة تتراوح بين 900 و1100 دورة في الدقيقة، وهو النطاق الذي يغطيه نظام EP01-672 Config A تحديدًا. يُحدّد مُصنّعو مكابس التبن الأصليون في كوريا وجنوب شرق آسيا، الذين يُصنّعون آلات متوسطة الحجم لتعبئة الأعلاف والقش والكتلة الحيوية، نظام EP01-672 Config A كعلبة تروس قياسية لتشغيل لفّ الشبكة في تصميمات آلاتهم.
🔄 محركات شد الحزام ذات الحجرة المتغيرة
في مكابس التبن الدائرية ذات الحجرة المتغيرة، يُحافظ على شدّ الحزام بواسطة بكرة شدّ واحدة أو أكثر، وتُحدد سرعتها بناءً على هندسة الحزام ومستوى الشدّ المطلوب. ومع نموّ البالة وتغيّر شدّ الحزام بتغيّر قطرها، يجب أن تستجيب بكرة الشدّ بسرعة، ما يتطلب تشغيلها بسرعة مُتحكّم بها بدلاً من أن تكون استجابتها تلقائية. يُشغّل نظام EP01-672 Config B (794 دورة في الدقيقة) بكرة الشدّ بسرعة ثابتة بغض النظر عن قطر البالة، محافظًا على مستوى الشدّ المُصمّم طوال دورة نموّها. يُحدّد مهندسو مكابس التبن اليابانيون، الذين يُصمّمون آلات ذات حجرة متغيرة لسوق الأعلاف في هوكايدو وتوهوكو، هذا النظام لثبات سرعة إنتاجه.
🌾 محركات ثانوية لآلة كبس القش المربعة — كبس القش الكوري
تستخدم مكابس القش المربعة الكبيرة والمتوسطة الحجم، المخصصة لقش الأرز وقش العلف الكوري، أنظمة دفع ثانوية ذات عمود متقاطع لآلية العقد، وشوكة الحشو، وبكرة الالتقاط. تتطلب هذه الآليات الثلاث سرعات مختلفة من نفس مدخل PTO الرئيسي - حيث تحتاج آلية العقد تحديدًا إلى سرعة إدخال أعلى من سرعة PTO لضمان التوقيت الصحيح لكامة العقد. يتم تركيب وحدة EP01-672 في نظام الدفع الثانوي لآلية العقد في العديد من تصميمات مكابس القش الكورية الصنع، حيث يتم تشغيلها من عمود PTO الرئيسي المتقاطع بسرعة 540 دورة في الدقيقة، وتوصل سرعة 794 دورة في الدقيقة (التكوين B) إلى عمود كامة العقد للحصول على معدل الدورة الصحيح عند سرعات نقل البالات النموذجية.
🏭 تصنيع مكابس القش الأصلية - كوريا وجنوب شرق آسيا
تُحدد شركات تصنيع الآلات الزراعية الكورية، التي تُصنّع مكابس القش للبيع المحلي والتصدير إلى فيتنام وتايلاند وماليزيا، علبة التروس EP01-672 كنظام فرعي قياسي لزيادة السرعة في كلا تكويني النسب. يتميز هذا النظام بحجمه الصغير (101×101 مم) الذي يسمح بدمجه بسهولة في تصميمات هياكل مكابس القش الضيقة دون الحاجة إلى تعديلات هيكلية؛ كما أن وزنه الخفيف (18.5 كجم) يجعله مناسبًا للتركيب المباشر على الهيكل دون الحاجة إلى دعامات إضافية. تُقدم شركة Korea Ever-Power لعملائها من مصنعي المعدات الأصلية أسعارًا خاصة للكميات الكبيرة، ورسومات هندسية لتصميم التكامل، وتخصيصًا لمخزون محدد من علبة التروس EP01-672.

لماذا يختار مصنّعو مكابس القش الأصلية مكابس القش الكورية Ever-Power لـ EP01-672

إنتاج تروس الوحدات غير القياسية - نفس عملية التشكيل باستخدام الحاسوب (CNC) المستخدمة في سلسلة EP-40002
تتطلب علب التروس التي تزيد السرعة مع تروس الوحدات غير القياسية (M6.5 و M5.65) نفس قدرة تشكيل التروس باستخدام الحاسوب المستخدمة للوحدات المصممة خصيصًا في جميع أنحاء سلسلة EP. شركة كوريا Ever-Power للآلات الزراعية المحدودة تقوم الشركة بإنتاج مجموعات التروس EP01-672 على نفس المعدات المستخدمة في إنتاج التروس المخروطية ذات الوحدات الكبيرة EP-40002 والوحدات غير القياسية EP-68° و EP-9.311 - وهي قدرة تصنيعية تميز شركة Korea Ever-Power عن الموردين الذين لا يمكنهم سوى إنتاج تروس الوحدات القياسية.
بالنسبة لمصنعي آلات التعبئة الكورية الذين يحتاجون إلى إمداد موثوق به لكل من علبة التروس الرئيسية (EP-40002 أو EP-BGB8) ومزيد سرعة النظام الفرعي (EP01-672) من مورد واحد، توفر شركة Korea Ever-Power إمدادًا موحدًا وإدارة جودة متسقة وتسليمًا خلال 3-5 أيام عمل إلى مرافق الإنتاج الكورية - مما يلغي تعقيد إدارة العديد من موردي علب التروس لمواضع القيادة المختلفة في نفس الآلة.
المنتجات ذات الصلة - مجموعة مكابس EP
ما يقوله العملاء عن جهاز EP01-672
الأسئلة الشائعة — EP01-672
معلومات إضافية
| محرر | سي إكس إم |
|---|
منتجات ذات صلة
-

علبة تروس استعادة الفيلم المتبقي EP-FRM70 - من 40 إلى 70 كيلو واط، تخفيض ثنائي الوضع وزيادة السرعة
-

مخفض تروس كوكبي EP-PGR60 - 60 كيلوواط، نسبة 12.41:1 لمحرك كهربائي
-

علبة تروس ألومنيوم EP-01-229 وعلبة تروس مخروطية ثلاثية المحاور EP-1ZS-380 - سلسلة التطبيقات الخاصة
-

محور محمل جزازة القرص الدوارة EP-RTD50 و EP-RTS50 - إصدارات العمود المدمج والممتد
-

علبة تروس محور جزازة العشب ذات العمود الرأسي EP-MDH - MDH-40 (ذات شفة مربعة) و MDH-65 (ذات شفة سداسية)
-

علبة تروس موزع الأسمدة EP-AG135 - 50 حصان، مخرج مزدوج بزاوية 45 درجة، محرك قرص مزدوج
-

علبة تروس بزاوية 68 درجة EP-HC-68 – محرك PTO بزاوية 68 درجة وقوة 30 حصانًا، ونسبة نقل حركة 1:1
-

علبة تروس مكبس بالات القش الدائرية EP-HC-40002 - 85 حصان للخدمة الشاقة














