Introduction
A cautious assessment of your circumstances surrounding a conveyor is necessary for exact conveyor chain selection. This segment discusses the basic considerations expected for prosperous conveyor chain choice. Roller Chains tend to be applied for light to moderate duty materials handling applications. Environmental ailments may need the use of special products, platings coatings, lubricants or the capability to operate with no extra external lubrication.
Standard Data Essential For Chain Assortment
? Type of chain conveyor 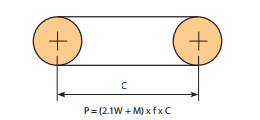 (unit or bulk) including the method of conveyance (attachments, buckets, by way of rods and so on).
(unit or bulk) including the method of conveyance (attachments, buckets, by way of rods and so on).
? Conveyor layout which include sprocket places, inclines (if any) as well as quantity of chain strands (N) for being employed.
? Amount of material (M in lbs/ft or kN/m) and style of materials to get conveyed.
? Estimated excess weight of conveyor components (W in lbs/ft or kN/m) such as chain, slats or attachments (if any).
? Linear chain speed (S in ft/min or m/min).
? Environment by which the chain will operate including temperature, corrosion circumstance, lubrication ailment etc.
Phase 1: Estimate Chain Stress
Use the formula below to estimate the conveyor Pull (Pest) and after that the chain tension (Check). Pest = (M + W) x f x SF and
Test = Pest / N
f = Coefficient of Friction
SF = Velocity Element
Stage 2: Create a Tentative Chain Choice
Utilizing the Check worth, create a tentative choice by choosing a chain
whose rated doing work load higher compared to the calculated Test value.These values are ideal for conveyor service and are diff erent from those proven in tables in the front in the catalog which are associated with slow pace drive chain utilization.
Furthermore to suffi cient load carrying capability normally these chains needs to be of a particular pitch to accommodate a preferred attachment spacing. Such as if slats are to get bolted to an attachment every 1.5 inches, the pitch with the chain selected need to divide into one.5?¡À. Thus one could use a forty chain (1/2?¡À pitch) using the attachments every single 3rd, a 60 chain (3/4?¡À pitch) with all the attachments each and every 2nd, a 120 chain (1-1/2?¡À pitch) with all the attachments each and every pitch or perhaps a C2060H chain (1-1/2?¡À pitch) using the attachments just about every pitch.
Step 3: Finalize Variety – Determine Real Conveyor Pull
Soon after building a tentative choice we need to confirm it by calculating
the actual chain stress (T). To carry out this we need to fi rst determine the real conveyor pull (P). From the layouts shown to the proper side of this page opt for the appropriate formula and calculate the complete conveyor pull. Note that some conveyors might be a mixture of horizontal, inclined and vertical . . . in that case calculate the conveyor Pull at just about every segment and include them with each other.
Phase four: Calculate Highest Chain Tension
The maximum Chain Stress (T) equals the Conveyor Pull (P) as calculated in Step 3 divided through the number of strands carrying the load (N), instances the Speed Element (SF) shown in Table 2, the Multi-Strand Factor (MSF) proven in Table 3 and also the Temperature Aspect (TF) shown in Table four.
T = (P / N) x MSF x SF x TF
Phase five: Test the ?¡ãRated Working Load?¡À in the Chosen Chain
The ?¡ãRated Functioning Load?¡À from the chosen chain need to be better compared to the Greatest Chain Stress (T) calculated in Step four above. These values are appropriate for conveyor support and therefore are diff erent from those proven in tables with the front of the catalog which are linked to slow velocity drive chain usage.
Stage 6: Check the ?¡ãAllowable Roller Load?¡À in the Picked Chain
For chains that roll within the chain rollers or on major roller attachments it really is needed to verify the Allowable Roller Load?¡À.
Note: the Roller load is established by:
Roller Load = Wr / Nr
Wr = The complete fat carried by the rollers
Nr = The quantity of rollers supporting the excess weight.
